Körapop 225-2K
1 of 62 products in this brandChemical Family: Silanes
RTU Product Type: 2K (2 component) Adhesive, 2K (2 component) Sealant, Reactive Adhesive, Reactive Sealant
Application Area: HVAC Applications, Metalworking Equipment, Travel Trailers
Compatible Substrates & Surfaces: Aluminum Alloys, Glass, Metal, Painted Surfaces, Plastics, Steel, Wood
Features: Excellent Elasticity, Excellent Moisture Resistance, Excellent Strength, Exceptional UV Resistance, Good Cold Resistance, Good Flexibility, Good Sagging Resistance, Good Weather Stability, High Flexibility, Improved Ageing Resistance, Paintable, UV Resistant
-
Type Document Name
-
Technical Data SheetKörapop 225-2K Technical Data Sheet
Enhanced TDS
Identification
- Chemical Family
- GBU
- RTU Product Type
- Categories
-
Application Information
- Cure Method
Applications
- Application Area
- Compatible Substrates & Surfaces
Applications & Uses
- Application Information
-
Applications
Fields of Application
Automotive Construction Industrial assembly
Transportation Processing
Suitable Substrates
Various galvanized steels
Various aluminum alloys
Various steel alloys
Duroplastics Thermoplastics (except PE, PP, PTFE)
Various composite materials (e.g. CFRP, GFRP)
Glass Mineralic materials
Wood Coated surfaces Consistency Non-sagging Pasty
Surface Requirements
Clean Free of grease Surface Cleaning
Körasolv GL Körasolv PU Körasolv WL Adhesion Promoter (absorbing surface) Körabond HG 74 E
Adhesion Promoter (non absorbing surface) Körabond HG 83
Application Method Using side-by-side cartridge with static mixer
via two part mixing and metering systemsProduct Overpaintability Wet-in-wet (depending on paint)
Product is free of Solvents Cleaning
Cleaner for Tools
Körasolv GL Körasolv PU Hints
Resistance against UV Radiation Not suitable for glass bonding with
permanent UV radiation to the bonding area.
Please ask your local sales office for
products suitable for such applicationsStress Cracking Preliminary tests must be carried out on
plastics with a tendency to stress cracking.
(PMMA, ABS, PC or PS)Compatibility with Polystyrene Foams Not suitable for bonding polystyrene foams.
Please ask your local sales office for
products suitable for such applications. - Cleaning Instructions
-
Clean tools immediately after use. Once cured, the material can only be removed mechanically. Appropriate cleaners are listed in the product properties.
- Dimensioning
-
The required thickness of the adhesive layer depends on the expected maximum strength and joint movement. We recommend a minimum layer thickness of 2 mm.
- Preparation
-
For some substrates the use of mechanical pretreatment and/or cleaner or primer is necessary to achieve good adhesion.
- Processing
-
Low temperatures can cause a temporary increase in viscosity resulting in reduced extrusion and slower curing rates.
Features
- Ready-to-Use Product Features
Packaging & Availability
- Country Availability
- Regional Availability
Physical Properties
- Physical Form
Properties
- Strain at Break:
-
450 %
- Tear Strength:
-
18 kN/m
- Tensile Strength:
-
2.6 MPa
- Physical Properties
-
Part A Körapop 225
Physical Properties
Density 1.4 g/cm3 DIN EN 542 Solid-content by weight 100% Processing Guidelines and Parameters
Storage Temperature 5 °C to 25 °C Part B Köracur 310 N
Physical Properties
Density 1.49 g/cm3 DIN EN 542 Processing Guidelines and Parameters
Storage Temperature 15 °C to 25 °C Part B Köracur 310 L
Physical Properties
Density 1.49 g/cm3 DIN EN 542 Processing Guidelines and Parameters
Storage Temperature 15 °C to 25 °C Part B Köracur 310 SL
Physical Properties
Density 1.49 g/cm3 DIN EN 542 Processing Guidelines and Parameters
Storage Temperature 15 °C to 25 °C - Cured Properties
-
Value Units Test Method / Conditions Change in Volume -3.0 % DIN EN ISO 10563 Elongation at Break 450.0 % DIN EN ISO 527 Hardness (after 14d) 36.0 - DIN ISO 7619-1, Shore A Pot Life (with Köracur 310 L) 40.0 min - Pot Life (with Köracur 310 N) 20.0 min - Pot Life (with Köracur 310 SL) 60.0 min - Tear Strength 18.0 N/mm ASTM D624 Tensile Strength 2.6 MPa DIN EN ISO 527 - Recommended Operating Conditions
-
Value Units Test Method / Conditions Service Temperature - 60 - 90 °C - Short-Term Temperature Resistance (60 min) 120.0 °C - Solid Content 100 Wt(%) - - Physical Properties
-
Value Units Test Method / Conditions Glass Transition Temperature -64.0 °C DIN EN ISO 6721-1 - Processing Parameters
-
Value Units Test Method / Conditions Mixing Ratio (Part A:Part B, by volume) 10:1 - - Processing Temperature 5 - 35 °C - Recommended Minimum Layer Thickness 2.0 mm -
Storage & Handling
- Storage Conditions
-
Körapop 225-2K should be used within the shelf life specified on the packaging. The storage stability only applies to material stored under appropriate conditions (original unopened containers, recommended storage temperature).
Technical Details & Test Data
- Curing of Körapop 225-2K
-
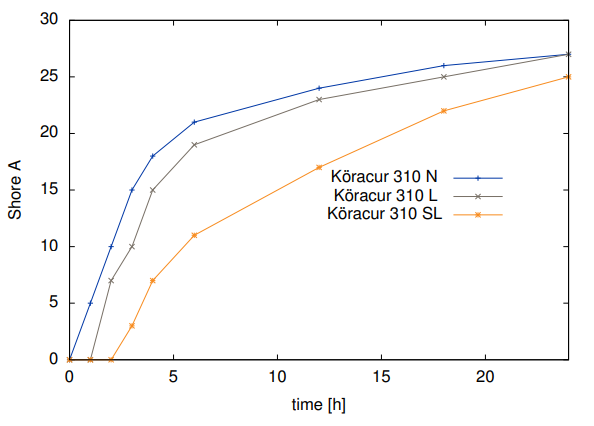
Curing of Körapop 225-2K with different boosters, build up of Shore A