Enhanced TDS
Identification & Functionality
- Chemical Family
- Product Type
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- Ready-to-Use Product Features
Applications & Uses
- Markets
- Applications
- Compatible Substrates & Surfaces
- Cure Method
- Bonding and Curing Profile
Recommended bond line cure conditions:
- 90°C for 60 sec at 22 N/cm² or
- 110°C for 30 sec at 22 N/cm²
- Application Instructions
- Surfaces should be clean and free of any oils, residues, release agents, dust or any other contaminants. For optimum adhesion, the surface tension of the substrates to be bonded should be more than 38 dynes/cm.
- Recommended surface preparation for optimal adhesion is as follows
- PC, ABS, PBT, Glass: IPA wipe
- Nylon, Polyolefin: Plasma Pre-treatment
- Metal: Primer Pre-treatment
- Place film adhesive between substrates.
- Bond and cure per indicated conditions above.
- A uniform pressure distribution throughout the bond line is recommended for optimal bonding.
- Fixture strength is achieved once bond reaches room temperature.
- Allow to bond to equilibrate to room temperature for 60 min to achieve full strength.
- Optional Pre-Tack Step: FN1000 may be pre-tacked to a substrate prior to processing. Pre-tacking the film adhesive on a substrate by pressing at 5 to 20 N/cm² and heating to 45 to 55°C for 3 to 10 seconds.
Properties
- Color (Properties)
- Physical Form
- Appearance
- Milky white
- Typical Properties
Value Units Test Method / Conditions Tacking Temperature 45 - 55 - - Typical Peel Strength (on Polycarbonate) 65 - 70 N/25 mm - Typical Peel Strength (on SUS 304) 35 - 40 N/25 mm - - Cured Mechanical Properties
Value Units Test Method / Conditions Young’s Modulus (Bonded at 90ºC, for 60 sec) 180.0 MPa - Average Tensile Stress (Bonded at 90ºC, 60 sec) 26.0 MPa - Average Tensile Strain (Bonded at 90ºC, 60 sec) 550.0 % - Glass Transition Temperature -46.0 °C DSC - Uncured Properties
Value Units Test Method / Conditions Solid Content 100.0 % - Specific Gravity 1.12 - - Standard Available Film Thickness 50, 100 microns -
Technical Details & Test Data
- Typical Bonding Performance
- Typical Peel Strength of FN1000-50
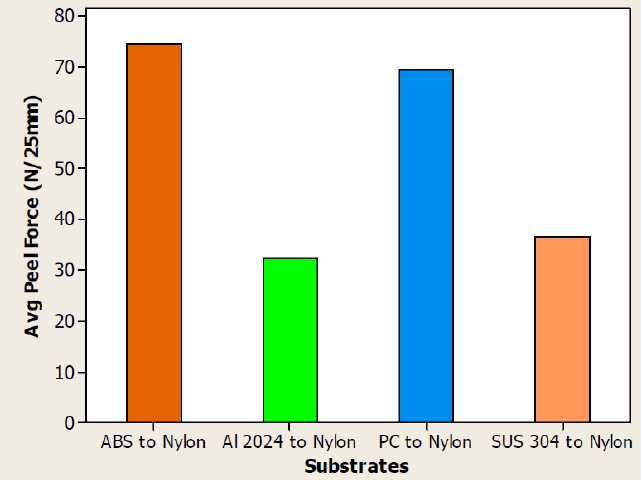
Note: Peeled at crosshead speed of 300 mm/min. Samples were pressed for 60 seconds at bond line temperature of 90°C and pressure of 22N/cm². Peel samples were conditioned for 24 hours at 50 % RH and 23 °C before testing. Bond strength to metal can be increase with primer application.
- Typical Shear Strength of FN1000-50
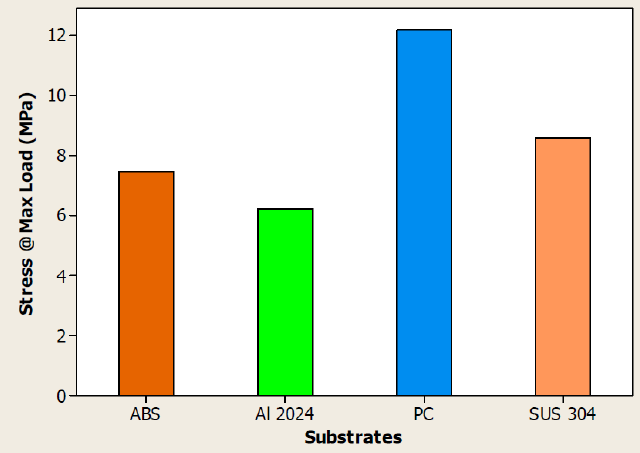
Note: Pulled at crosshead speed of 300 mm/min. Shear area is 25 mm x 12 mm. Samples were pressed for 60 seconds at bond line temperature of 90°C and pressure of 22N/cm². Shear samples were conditioned for 24 hours at 50% RH and 23 °C before testing. Bond strength to metal can be increase with primer application.
Packaging & Availability
- Regional Availability
Storage & Handling
- Shelf Life
- 6 Months
- Storage Condition
Store below 30°C and away from sunlight.